Technika, technologie, nowości
Bezbłędna, szybka i wydajna praca z CNC
Produkcja stolarki i mebli z maszynami sterowanymi numerycznie

Austriacki producent obrabiarek do drewna Felder pod marką Format4 oferuje zróżnicowaną paletę obrabiarek sterowanych numerycznie, które znacznie różnią się nie tylko gabarytami, ale wyposażeniem i możliwościami obróbki, pozwalając na produkcję mebli, schodów, drzwi czy okien. Przyjrzyjmy się czterem modelom: creator 950, profit H200R, H300RL oraz H500RS.
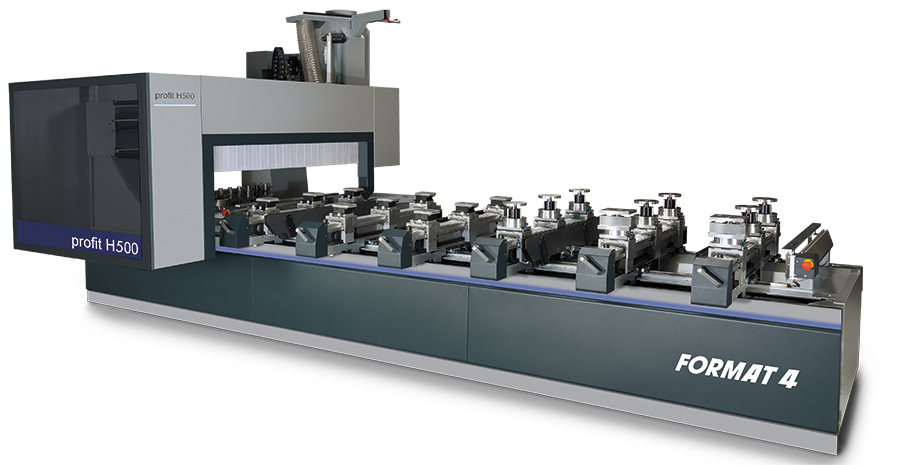
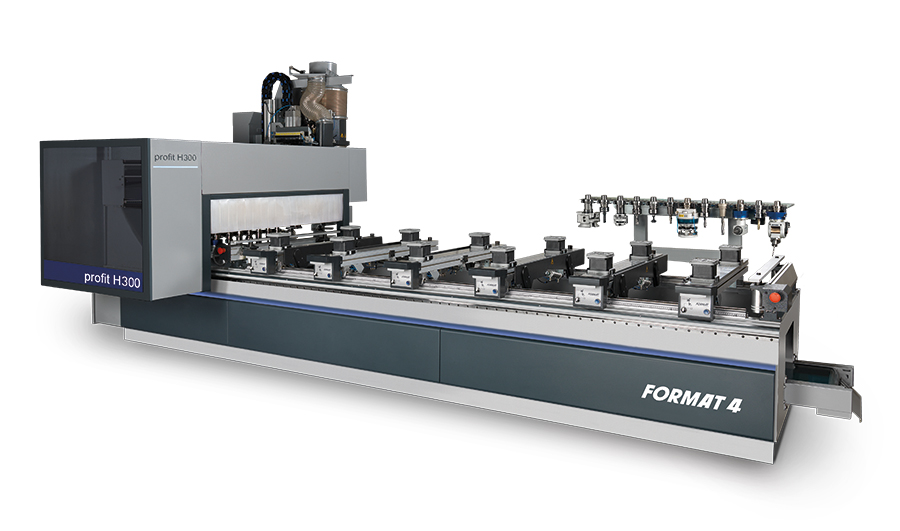
Doskonałe do produkcji okien: 5-osiowe centrum profit H500RS. W standardzie maszyna posiada 6 konsoli i 2-stanowiskowe pole robocze o długości 3740 (lub 5540 mm w opcji) oraz pozwala zamocować i obrobić w 100 proc. materiały do wysokości 250 mm. Fot. Felder
Skoncentrowana technologia CNC na powierzchni zaledwie 4,8 m²
Szukasz urządzenia do czterostronnej obróbki różnych materiałów, które nie zajmuje dużo miejsca, dokonuje automatycznego pomiaru elementu, a do tego cechuje się prostą eksploatacją i minimalnymi potrzebami konserwacji? Warto przyjrzeć się przelotowemu centrum wiertarsko-frezarskiemu creator 950, które sprawdzi się zarówno we frezowaniu kieszeni pod zamki w drzwiach, jak i kołkowaniu elementów mebli.
Przelotowe centrum wiertarsko-frezarskie creator 950 sprawdzi się we frezowaniu kieszeni pod zamki w drzwiach oraz kołkowaniu elementów mebli. Do skorzystania z tej technologii wystarczy tylko 4,8 m² powierzchni. Fot. Felder
Centrum creator 950 w porównaniu do tradycyjnych maszyn numerycznych nie wymaga pozycjonowania przyssawek, konsoli, jak również wyboru pól pracy. Pozwala zaraz przystąpić do pracy i znacznie skrócić czas przygotowania. Na powierzchni tylko 4,8 m² oferuje skoncentrowaną technologię CNC. Już w standardzie możliwe jest 4-stronne formatowanie przy wszystkich wariantach tego centrum z elektrowrzecionem. Poza tym maszyna w wersji premium umożliwia wykonywanie kołkowania w obu poziomych płaszczyznach w osi X przy elementach np. korpusów meblowych oraz w standardzie dostępna jest stacja do kołkowania.
Wysokość obróbki przy tej obrabiarce wynosi od 6 do 80 mm, a szerokość obróbki 950 mm. Elementy obrobione mogą być wyładowywane także z tyłu, co pozwala przyszłemu użytkownikowi na optymalne umiejscowienie creatora 950 w zakładzie z uwzględnieniem własnego ciągu produkcyjnego.
Materiał transportowany jest w maszynie na leżąco, a jego podwójne prowadzenie w osi X realizowane jest poprzez dwa chwytaki. Każdy z nich napędza się przy wykorzystaniu listwy z zębami ewolwentowymi, co gwarantuje przesuw bez drgań. Dodatkowo stabilne prowadzenie materiału z przodu i z tyłu wspierają, dociskające go z góry, pneumatyczne dociski rolkowe. Dzięki nim podczas obróbki materiału, którą wykonują pracujące od góry zespoły robocze, nie dochodzi do jego przesunięcia w żadnej płaszczyźnie. Przekłada się to na dokładne wyniki pracy. Płynnie regulowane prędkości posuwu umożliwiają optymalne dopasowanie ich do zastosowanego materiału i typu obróbki, co pozwala osiągnąć jak najlepszą jakość końcowego produktu.

Przelotowe centrum wiertarsko-frezarskie creator 950 sprawdzi się we frezowaniu kieszeni pod zamki w drzwiach oraz kołkowaniu elementów mebli. Do skorzystania z tej technologii wystarczy tylko 4,8 m² powierzchni. Fot. Felder
Centrum CNC creator 950 w standardzie dokonuje automatycznego pomiaru, w osi X, elementu, który będzie obrabiany. Informację przekazuje do sterowania maszyny, eliminując przez to błędy. W opcji dostępny jest również automatyczny pomiar w osi Y.
Elektrowrzeciono główne o mocy 7,5 kW (S1) lub 12 kW (S6) zapewnia maszynie najwyższą wydajność i pozwala na precyzyjną obróbkę różnorodnych materiałów, gdyż moc z elektrowrzeciona bezpośrednio przenoszona jest na pracujące w materiale narzędzie. Obraca się z prędkością 24 000 obr./minutę i wyposażone jest w wysokiej jakości, charakteryzujące się wydłużoną żywotnością łożyska ceramiczne oraz pokrywę odciągową, regulowaną na wysokość, w zależności od modelu, automatycznie lub ręcznie.
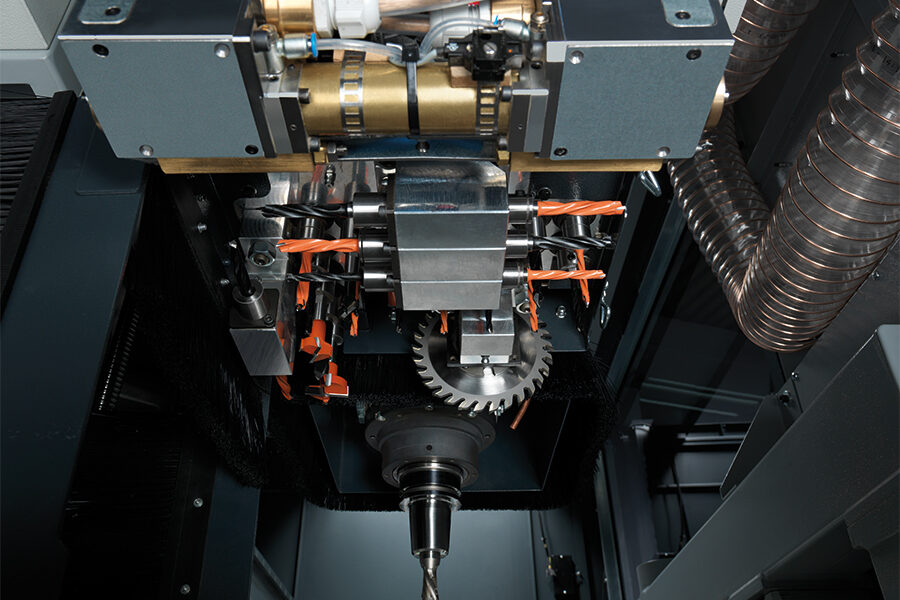
Standardowa głowica wiertarska DH17 z 11 wrzecionami pionowymi, 6 poziomymi i 1 piłą tarczową zapewnia realizację obróbki elementów w pełnym zakresie. Opcjonalnie maszyna może zostać wyposażona w głowicę wiertarską DH25.
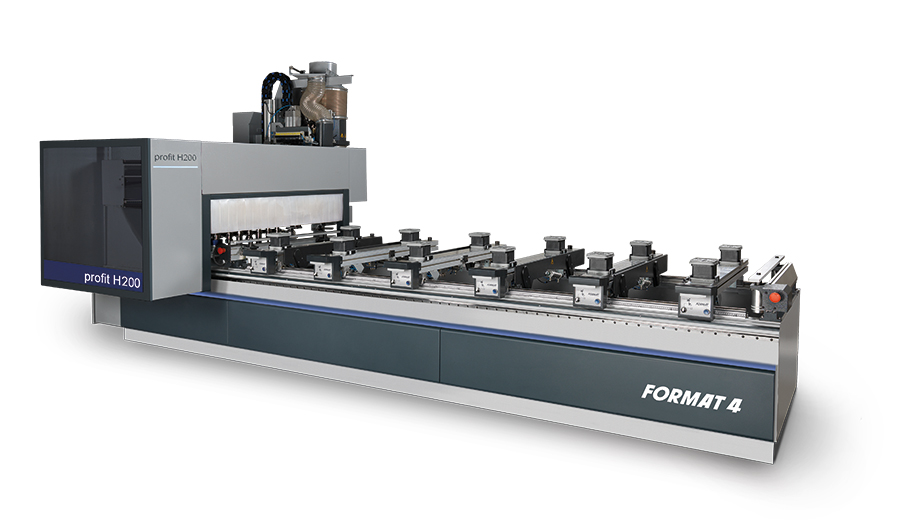
Uniwersalne, wielozadaniowe centrum obróbcze Format-4 profit H200R dedykowane jest szczególnie zakładom specjalizującym się w produkcji mebli skrzyniowych. Fot. Felder
Magazynek liniowy posiada 4 miejsca na narzędzia, co pozwala znacznie skrócić czas zamiany narzędzi. W opcji dodatkowo dostępny jest 4-miejscowy magazynek na agregaty. Zastosowanie agregatów poszerza wszechstronność tych centrów obróbczych, gdyż pozwala np. przy produkcji drzwi na frezowanie kieszeni pod zamki. Dla zwiększenia możliwości obróbczych creator 950 może zostać wyposażony w dodatkowe miejsce narzędziowe typu pick-up.
Intuicyjne programowanie realizowane jest za sprawą oprogramowania Format4 Woodflash, które umożliwia proste i szybie tworzenie programów obróbczych CNC.
Łatwe utrzymanie maszyny w czystości możliwe jest dzięki automatycznemu sterowaniu króćcami odciągowymi. Także automatyczne smarowanie centralne przekłada się na prostą eksploatację maszyny i niskie nakłady na konserwację.
Wielozadaniowe centrum do produkcji mebli skrzyniowych
Producent proponuje także interesujące technologie dla meblarstwa. Dwie sekcje robocze, możliwe zwiększenie wydajności zakładu o 100 proc., obróbka różnych materiałów oraz duża głowica dedykowana zwłaszcza producentom mebli skrzyniowych – to tylko wybrane zalety uniwersalnego, wielozadaniowego centrum obróbczego Format-4 profit H200R. Maszyna dedykowana jest szczególnie zakładom specjalizującym się w produkcji mebli skrzyniowych. Ma ona wiele zalet, które pozwolą znacznie usprawnić pracę w zakładzie.

Dokładna pozycja przyssawek próżniowych na konsolach wskazywana jest bardzo precyzyjnie przez laser, a opcjonalny system lightPos z diodami LED może stanowić efektywne wsparcie podczas ich pozycjonowania. Fot. Felder
Centrum obróbcze Format-4 profit H200R posiada pole pracy o szerokości 1280 mm i długości roboczej 3300 mm z podziałem na 2 niezależne sekcje podciśnieniowe. Kiedy maszyna pracuje na jednej stronie, operator może bezpiecznie montować element przeznaczony do obróbki na drugiej. To rozwiązanie pozwala na zwiększenie wydajności pracy o 100 proc. w stosunku do klasycznego, pojedynczego pola pracy. Wysokie przyssawki 100 mm działają z 2-obwodowym systemem mocowania podciśnieniowego. Pierwszy mocuje przyssawki do konsoli i solidnie trzyma, podczas gdy drugi obwód czeka aż operator zamocuje materiał aby go następnie pewnie unieruchomić. Wrzeciono o mocy 12 kW daje szerokie spektrum zastosowań – począwszy od obróbki płyty, a skończywszy na drewnie litym. Możliwość zastosowania agregatów kątowych poszerza spektrum pracy profit H200R. W zależności od konfiguracji maszyna ma 12 miejsc magazynkowych z możliwością rozbudowy do aż 31. Standardową głowicę wiercącą wyposażoną w 16 wrzecion można rozbudować do 26. Duża głowica opracowana została z myślą o producentach mebli skrzyniowych. Tarcze pił do rowkowania ustawiono po długości i szerokości maszyny, a wiertła poziome ułożono po 2 w osiach X i Y, tak aby bezproblemowo wykonywać otwory pod kołki i konfirmaty, które umożliwiają łatwy i sprawny montaż korpusów meblowych. W zależności od posiadanego miejsca w zakładzie maszynę można wyposażyć w kilka systemów bezpieczeństwa, takich jak: maty, bampery lub też kurtynę świetlną. Z myślą o producentach mebli skrzyniowych centrum obróbcze H200R ma 2 rzędy ograniczników bazowych, a dla wygody mocowania typowych korpusów przedni rząd cofnięto do środka. Ten zabieg zwiększa ergonomię pracy z małymi elementami. Jak przystało na nowoczesną maszynę, wyposażenie w skaner kodów kreskowych czy QR pozwala na szybką identyfikację formatki. Zaopatrzenie maszyny w nowoczesne sterowanie, połączone z autorskim oprogramowaniem F4 Integrate, dodatkowo wpływa na poszerzenie możliwości obróbczych i zwiększa przejrzystość obróbek już na etapie rysowania poszczególnych elementów mebla.
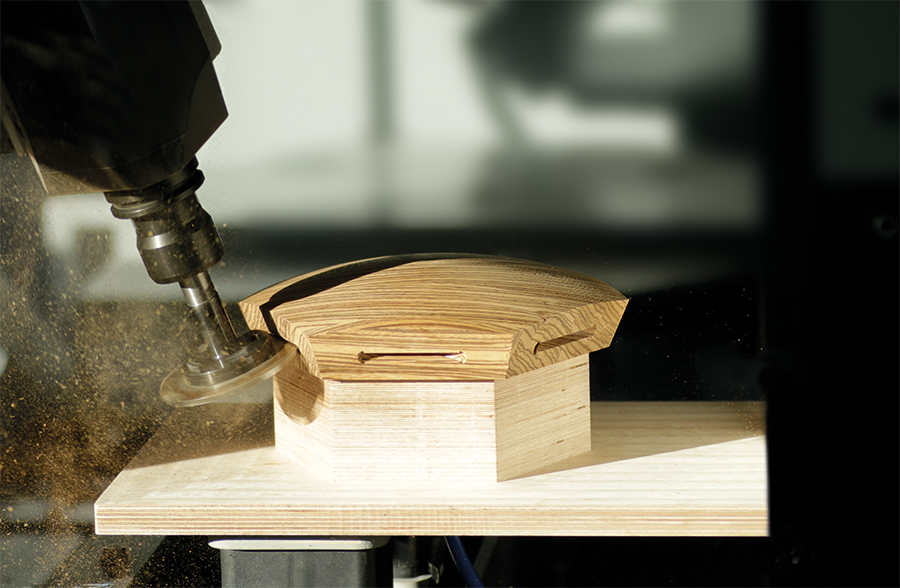
Rozwiązania CNC pozwalają na precyzyjną i szybką obróbkę elementów stolarki budowlanej oraz mebli. Fot. Felder
Krótszy czas obróbki drzwi o nietypowej szerokości
Kolejną interesującą propozycją producenta jest profit H300RL – centrum obróbcze CNC stworzone z myślą o stolarce wymagającej nadzwyczajnej szerokości roboczej.
Maszyna posiada pole pracy o szerokości 1580 mm i długości roboczej 5300 mm z podziałem na 2 niezależne pola oraz sekcje próżniowe z opcjonalną możliwością sterowania każdą konsolą z osobna. W momencie, kiedy maszyna pracuje na jednej stronie, operator bezpiecznie może montować element na drugiej. Długość pojedynczego elementu obrabianego może wynosić aż 2150 mm. To rozwiązanie pozwala na obróbkę klasycznych skrzydeł drzwi w pracy wahadłowej. Wysokie przyssawki 100 mm działają z 2-obwodowym systemem mocowania podciśnieniowego. Pierwszy obwód mocuje przyssawkę i solidnie trzyma, podczas gdy drugi czeka aż operator precyzyjnie dosunie element do bazy i uruchomi drugi obwód. Wrzeciono o mocy 12 kW lub 15 kW daje szerokie spektrum zastosowań przy obróbce drewna litego. W celu dodatkowego zwiększenia wydajności wrzeciono 15 kW może zostać wyposażone w system chłodzenia cieczą.
Możliwość zastosowania agregatów kątowych poszerza potencjał obróbczy profit H300LR. Maszynę można zaopatrzyć w interpolowaną oś C lub dla zwiększenia wydajności podczas głębokich frezowań kieszeni pod zamek lub zawiasy oraz w niezależnie sterowany, poziomy silnik frezarski z funkcją pochyłu o 7 stopni. Wyposażenie maszyny w dodatkowy silnik skraca czas obróbki skrzydła drzwi, gdyż nie zachodzi konieczność wymiany narzędzia z elektrowrzeciona na agregat kątowy. W zależności od konfiguracji maszyna posiada 12 miejsc magazynkowych z możliwością rozbudowy do aż 36. 18-miejscowy magazynek talerzowy porusza się razem z bramą po długości maszyny, tak aby potrzebne narzędzia były zawsze „pod ręką”. Standardowa głowica wiercąca wyposażona jest w 16 wrzecion, co pozwala na wykonanie nawiertów poziomych i pionowych. W zależności od miejsca jakim dysponuje zakład maszynę można wyposażyć w kilka systemów bezpieczeństwa, takich jak: maty, bampery lub kurtynę świetlną. Z myślą producentach mebli skrzyniowych centrum obróbcze H300LR posiada 2 rzędy ograniczników bazowych z przodu i na środku, a dla wygody mocowania typowych korpusów można dołożyć przedni rząd bazowy. Ten zabieg zwiększa ergonomię pracy z małymi elementami.
Nowoczesne wyposażenie w postaci skanera kodów kreskowych czy QR umożliwia bezbłędną identyfikację formatek. Z kolei intuicyjne sterowanie wraz z autorskim oprogramowaniem F4Integrate pozwala na poszerzenie możliwości obróbczych i zwiększa przejrzystość obróbek już na etapie rysowania elementów.
Potencjał obróbczy profit H300LR poszerza możliwość zastosowania agregatów kątowych. To centrum obróbcze zostało stworzone z myślą o stolarce wymagającej nadzwyczajnej szerokości roboczej. Fot. Felder
W pełni automatyczne pole robocze dla wydajnej produkcji okien prostych i łukowych
Ciekawą propozycją firmy jest 5-osiowe centrum profit H500RS, które ze względu na swoją masywną budowę, gabaryty i wyposażenie idealnie nadaje się do produkcji różnego rodzaju okien.
W standardzie maszyna posiada 6 konsoli i 2-stanowiskowe pole robocze o długości 3740 lub 5540 mm w opcji. Wówczas maszyna wyposażona jest w 8 lub 10 konsoli. Na centrum obróbczym profit H500RS można zamocować i obrobić w 100 proc. materiały do wysokości 250 mm. W tej klasie jest to rewelacyjne osiągnięcie. Natomiast najważniejszy parametr w pięcioosiowej maszynie, czyli wysokość osi Z, w tym przypadku 350 mm od konsoli, umożliwia szeroki zakres obróbki. W osi Y z kolei możliwa jest obróbka do 1505 mm. Poza tym obrabiarka może mieć system sterowania konsoli s-motion, polegający na automatycznym przestawianiu się konsoli, jak również przyssawek. Każda konsola w maszynie s-motion wyposażona jest w serwonapęd poruszający się po precyzyjnie oszlifowanej listwie zębatej.
W pełni automatyczne pole robocze bardzo dobrze sprawdza się podczas produkcji okien prostych i łukowych. Przy wykorzystaniu firmowego oprogramowania do projektowania okien F4Frame generowane programy zawierają już precyzyjne ustawienia konsoli i przyssawek. Po wczytaniu programów stół ustawia się automatycznie pod obrabiany element, a skomplikowane obróbki wymagające obróbek 4-stronnych odbywają się bez zmiany bazowania elementu. Podczas pracy przyssawki konsole automatycznie zmieniają swoje pozycje, aby przy jednym mocowaniu wykonać profil wewnętrzny i zewnętrzny skrzydła czy ramy okna. Korzystając z systemu s-motion można zwiększyć wydajność produkcyjną prawie o 50 proc., co stanowi znaczne przyspieszenie całego procesu produkcyjnego.
Mocowanie elementów odbywa się za pomocą pompy podciśnienia, której wydajność może osiągnąć nawet 250 m³/h. Dodatkowo system aktywacji próżni dla każdej konsoli zaopatrzony jest nie tylko w podciśnienie, ale również w ścisk za pomocą sprężonego powietrza. Stąd też każdą konsolę i zamocowane na niej przyssawki można aktywować dowolnie, co pozwala wygodnie obrabiać elementy łukowe. Maszyna zaopatrzona jest także w laserowy system pozycjonowania konsoli i przyssawek.
Profit H500RS standardowo posiada przyssawki z 2-obwodowym systemem ssania o wysokości 100 mm, by zapewnić możliwość pracy z narzędziami
wieloprofilowymi. Jest to ważne w pięcioosiowej maszynie, gdzie wrzeciono pracuje nie tylko w osi X Y Z , ale również w osi C w zakresie +/-270º oraz w A w zakresie +/-180º z możliwością ustawiania narzędzia pod kątem -10º od dolnej krawędzi materiału. Dzięki temu na tej maszynie można wykonać prawie każdy element. Z innowacyjnych rozwiązań, które tu zastosowano, warto wspomnieć o systemie chwytaków do ram okiennych. Została zwiększona średnica trzymania całego trzpienia, dzięki czemu podczas obróbki nie ma problemu z drganiem elementów. Dostępne są różne formy chwytaków do ram. Ich górna część dociskowa, w formie talerza, może być wymieniana lub zamieniana na inny typ.
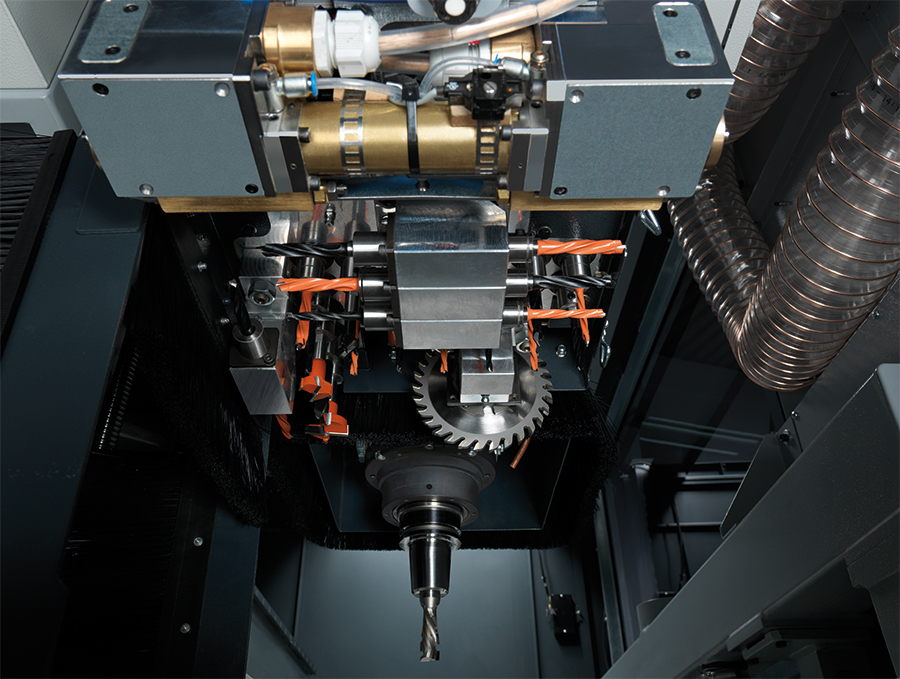
Ze względu na liczbę narzędzi obróbczych, jakie mieszczą się w tym centrum, czyli od standardowych 34 do ponad 60, producent okien ma możliwość korzystania z wielu narzędzi dla wykonania różnorodnych profili. Pięcioosiowe wrzeciono, o mocy 12 lub 15 kW i 24000 obr./minutę, które chłodzone jest cieczą, pozwala na pracę w materiale o dowolnej twardości i grubości.
Łoże agregatu z dwoma osiami Z umożliwia szybkie zastosowanie na przemian zespołu wiertarskiego i wrzeciona głównego, a poruszający się synchronicznie, zamontowany na wysięgniku talerzowy magazynek narzędziowy znajduje się zawsze tam, gdzie jest potrzebny. Maszyna pracuje z dwoma osiami Z. Pierwsza jest od elektrowrzeciona, a druga od głowicy wiertarskiej. Te niezależne ruchy stwarzają możliwość pracy jakby „wahadłowej”. Gdy głowica wiertarska pracuje, to elektrowrzeciono może czekać na swoją kolej bez konieczności odstawiania narzędzia do magazynka. Takie rozwiązanie skraca czas obróbki oraz pozwala na zwiększenie wysokości obrabianego elementu. Podczas obróbki w pionie i poziomie całe pole robocze znajduje się w obrębie głowicy wiertarskiej.
Panel sterowania w centrum CNC profit H500RS składa się z czytelnego, 24-calowego monitora oraz oprogramowania F4Integrate. Na panelu technicznym maszyny widoczne są ustawienia odpowiednie dla elektrowrzeciona i głowicy wiertarskiej. W standardzie maszyna posiada funkcję widoku trójwymiarowego, dzięki której operator w czasie rzeczywistym widzi położenie przyssawek i element obrabiany w podglądzie trójwymiarowym. Poza tym widoczne są wszystkie powierzchnie w rzucie bocznym, pionowym oraz operacje przelotowe.
W tej maszynie system bezpieczeństwa w standardzie oparty został o trójdzielne maty bezpieczeństwa. Opcjonalnie można zastosować listwy dotykowe lub zaporę świetlną, która pozwala podwieźć po same konsole ciężkie elementy i załadować np. za pomocą wózka paletowego czy widłowego.
-
Doskonałe do produkcji okien: 5-osiowe centrum profit H500RS. W standardzie maszyna posiada 6 konsoli i 2-stanowiskowe pole robocze o długości 3740 (lub 5540 mm w opcji) oraz pozwala zamocować i obrobić w 100 proc. materiały do wysokości 250 mm. Fot. Felder
-
Doskonałe do produkcji okien: 5-osiowe centrum profit H500RS. W standardzie maszyna posiada 6 konsoli i 2-stanowiskowe pole robocze o długości 3740 (lub 5540 mm w opcji) oraz pozwala zamocować i obrobić w 100 proc. materiały do wysokości 250 mm. Fot. Felder
-
Przelotowe centrum wiertarsko-frezarskie creator 950 sprawdzi się we frezowaniu kieszeni pod zamki w drzwiach oraz kołkowaniu elementów mebli. Do skorzystania z tej technologii wystarczy tylko 4,8 m² powierzchni. Fot. Felder
-

Przelotowe centrum wiertarsko-frezarskie creator 950 sprawdzi się we frezowaniu kieszeni pod zamki w drzwiach oraz kołkowaniu elementów mebli. Do skorzystania z tej technologii wystarczy tylko 4,8 m² powierzchni. Fot. Felder
-
Uniwersalne, wielozadaniowe centrum obróbcze Format-4 profit H200R dedykowane jest szczególnie zakładom specjalizującym się w produkcji mebli skrzyniowych. Fot. Felder
-

Dokładna pozycja przyssawek próżniowych na konsolach wskazywana jest bardzo precyzyjnie przez laser, a opcjonalny system lightPos z diodami LED może stanowić efektywne wsparcie podczas ich pozycjonowania. Fot. Felder
-
Potencjał obróbczy profit H300LR poszerza możliwość zastosowania agregatów kątowych. To centrum obróbcze zostało stworzone z myślą o stolarce wymagającej nadzwyczajnej szerokości roboczej. Fot. Felder
-
Rozwiązania CNC pozwalają na precyzyjną i szybką obróbkę elementów stolarki budowlanej oraz mebli. Fot. Felder
























Technika, technologie, nowości
Wood-Mizer ExtraCUT – nowa generacja brzeszczotów dla profesjonalistów
Innowacje w technologii tartacznej
Do oferty światowego lidera rozwiązań tartacznych „dołącza” brzeszczot ExtraCUT, który dzięki unikalnej konfiguracji zębów zapewnia wyjątkową efektywność, wydłużoną żywotność oraz doskonałą jakość cięcia, odpowiadając na rosnące wymagania współczesnego przetwórstwa drewna.
Opr. W.M., źródło: Wood-Mizer
Innowacyjna geometria i technologia stellitowania
Brzeszczot ExtraCUT cechuje się typową konstrukcją zębów typu lewy-prawy-prosty, lecz w tej konfiguracji ząb prosty jest pokryty stellitem, natomiast zęby lewe i prawe są hartowane indukcyjnie, co gwarantuje wyjątkową trwałość w najbardziej wymagających warunkach pracy. Dzięki takiemu połączeniu brzeszczot zapewnia gładsze cięcie przy mniejszej ilości wytwarzanych trocin. Niedawne testy potwierdziły, że taka konstrukcja pozwala wydłużyć żywotność narzędzia o około 30% w porównaniu do standardowych brzeszczotów.
Jakość stali fundamentem precyzji
Brzeszczoty ExtraCUT wyróżniają się wysokiej jakości taśmą stalowąWood-Mizer, znaną ze swojej wytrzymałości i stabilności, co stanowi istotną przewagę nad produktami wykorzystującymi stal niższej jakości. Precyzję cięcia dodatkowo zwiększa fakt, że zęby są profesjonalnie szlifowane, a nie wybijane na prasie, co zapewnia im stabilną geometrię i większą dokładność. Dzięki temu brzeszczot gwarantuje niezawodną pracę nawet podczas intensywnej obróbki drewna twardego lub surowca z dużą ilością sęków. Firma Wood-Mizer, jako jeden z nielicznych producentów wytwarzających własne brzeszczoty, dba o rygorystyczną kontrolę jakości na każdym etapie – od surowej stali po gotowy produkt.
Większa produktywność i łatwa konserwacja
W codziennej pracy tartacznej ExtraCUT oferuje znaczną uniwersalność, pozwalając na przecieranie mieszanych kłód różnych gatunków bez konieczności wymiany brzeszczotu. Przekłada się to bezpośrednio na większą produktywność i ograniczenie przestojów. Nawet w trudnych materiałach, takich jak suche świerki, brzeszczot zapewnia wysoką precyzję wymiarową i powtarzalną grubość desek. Użytkownicy zwracają uwagę, że uzyskana powierzchnia jest na tyle czysta i gładka, że często nie wymaga dalszej obróbki. Co istotne dla właścicieli tartaków, ExtraCUT jest w pełni kompatybilny ze standardowymi urządzeniami Wood-Mizer do ostrzenia i rozwierania, co czyni jego wdrożenie wyjątkowo prostym.
5 zalet pił ExtraCut:
• Gładka powierzchnia cięcia często niewymagająca dalszej obróbki.
• Żywotność wydłużona o około 30% dzięki stellitowaniu i hartowaniu.
• Uniwersalność umożliwiająca cięcie różnych gatunków drewna bez wymiany brzeszczotu.
• Wysoka precyzja wymiarowa desek nawet w trudnym materiale.
• Łatwa regeneracja na istniejących maszynach do regeneracji Wood-Mizer.

Technika, technologie, nowości
100 lat doświadczenia i 200% polskich innowacji
Sklejka w budownictwie prefabrykowanym i nie tylko. Odpowiedź PAGED Plywood na zmieniające się potrzeby rynku
Ponad sto lat historii, pięć zakładów produkcyjnych w Polsce i Estonii, jedno z najnowocześniejszych laboratoriów badawczo-rozwojowych na świecie i najbardziej rozbudowana oferta sklejek specjalistycznych w Europie – PAGED Plywood to dziś synonim jakości, innowacji i odpowiedzialności. Firma jest polska, ale jej produkty trafiają na rynki ponad 40 krajów. Od dziesięcioleci jest zaufanym partnerem branży budowlanej – dostarczając rozwiązania, które odpowiadają na realne potrzeby wykonawców, architektów i inwestorów.
Nowe wymagania budownictwa – prefabrykacja, tempo, odporność
Szybkość realizacji inwestycji, oszczędność materiałowa, lepsza organizacja procesów i redukcja śladu węglowego to dziś priorytety dla sektora budowlanego. Odpowiedzią na te wyzwania jest dynamiczny rozwój prefabrykacji drewnianej i budownictwa modułowego.
W tych obszarach Paged oferuje dedykowaną linię sosnowych sklejek konstrukcyjnych: od ognioodpornej Paged ThickPly FR, przez wysoce odporną na wilgoć Paged DryGuard, ognioodporną i wodoodporną Paged DryGuard FR, aż po Paged MouldGuard — stworzoną z myślą o środowiskach o podwyższonej wilgotności i ryzyku rozwoju pleśni.
Cała rodzina sklejek konstrukcyjnych Paged została zaprojektowana tak, aby odpowiedzieć na różne potrzeby i sprostać wymaganiom charakterystycznym w różnych miejscach aplikacji. Wszystkie łączy wysoka wytrzymałość, sztywność, stabilność wymiarowa i odporność w długim okresie użytkowania, co jest gwarancją funkcjonalności i bezpieczeństwa konstrukcji.
Dodatkowym atutem oferty PAGED Plywood jest możliwość pełnej obróbki CNC – w tym cięcia na wymiar, wiercenia, frezowania i zabezpieczenia krawędzi. To rozwiązanie pozwala uzyskać gotowe elementy konstrukcyjne bez konieczności dalszego przetwarzania przez firmę prefabrykacyjną.
Prefabrykacja betonowa, szalunki i rusztowania – wytrzymałość, bezpieczeństwo, wydajność
Sklejki filmowane doskonale sprawdzą się w prefabrykacji betonowej i deskowaniu szalunków. W tych zastosowaniach kluczowe znaczenie ma jakość formowanej powierzchni, liczba cykli użycia, a także odporność mechaniczna i chemiczna. Paged oferuje zaawansowane produkty takie jak Paged Master Form – klasyczna sklejka pokryta filmem fenolowym o wysokiej odporności na ścieranie i odkształcanie, oraz innowacyjna Paged Ultra Form z warstwą polipropylenową, odporna na działanie środków chemicznych i zapewniająca do 70 cykli użycia.
Paged dostarcza również filmowane sklejki antypoślizgowe. Są to m.in. Paged Mesh i Paged Hexa – z tłoczeniami w kształcie siatki i heksagonu – które znajdują zastosowanie w platformach roboczych i pomostach rusztowaniowych, oferując bezpieczeństwo i trwałość w intensywnym użytkowaniu.
Zdrowe, estetyczne i ekologiczne wnętrza
Paged rozwija także ofertę dla segmentu wnętrz – zarówno publicznych, jak i komercyjnych. Linia Paged DesignPly to sklejki z wykończeniem HPL, odporne na zarysowania i łatwe w utrzymaniu, dostępne w kilku popularnych obecnie dekorach. Doskonale sprawdzają się w hotelach, biurach, szkołach i przestrzeniach komercyjnych.
Dla architektów i inwestorów szukających rozwiązań przyjaznych zdrowiu i środowisku, Paged przygotował takie unikalne produkty jak: Paged GreenPly, Paged FreePly i Paged FreePly Nature. Pierwszy to najbardziej ekologiczne rozwiązanie w całym portfolio. Sklejka ta wytwarzana jest na bazie biożywic, wyłącznie na bazie roślinnej, wolnej od formaldehydu. Produkt w całości biodegradowalny i rekomendowany wszędzie tam, gdzie najwyższym priorytetem jest zdrowie i środowisko, np. do wnętrz dla dzieci, gastronomii i obiektów wymagających certyfikacji zdrowotnej. Kolejne – Paged FreePly i FreePly Nature – to także wyroby ze spoiną całkowicie wolną od formaldehydu które spełniają najostrzejsze normy emisji, stworzone dla projektów realizowanych w duchu zrównoważonego rozwoju.
Wiedza, technologia i certyfikacja
Za innowacyjnością produktów Paged stoi Paged LabTech – centrum badawczo-rozwojowe powstałe w 2019 roku, uznawane za jedno z najnowocześniejszych laboratoriów dla materiałów drewnopochodnych w Europie. To tutaj testowane są nowe technologie, certyfikowane produkty i tworzone rozwiązania przyszłości.
Wszystkie kluczowe produkty Paged dostępne są z Deklaracją Środowiskową EPD (Environmental Product Declaration) typu III, co ułatwia ich wykorzystanie w projektach budownictwa zrównoważonego i inwestycjach ubiegających się o certyfikaty LEED, BREEAM czy WELL.
Partnerstwo z doświadczeniem
Paged nie dostarcza tylko materiałów – dostarcza sprawdzone, certyfikowane rozwiązania, poparte doradztwem technicznym i zrozumieniem potrzeb projektowych. Niezależnie od tego, czy tworzysz systemy prefabrykowane, projektujesz budynki publiczne, czy rozwijasz innowacyjne wnętrza – PAGED Plywood oferuje kompleksowe wsparcie na każdym etapie realizacji.
Zapraszamy na BUDMĘ!
Zapraszamy do odwiedzenia stoiska PAGED Plywood na Targach BUDMA, które znajduje się w Hali 3A – nr 41.
Jeśli będziecie chcieli dowiedzieć się więcej od naszych przedstawicieli dobrymi kontaktami są: Marcin Garliński, Business Development Manager odpowiedzialny za rozwój i partnerstwa w sektorze budownictwa; Marzena Tyc-Paulin, Dyrektorka Sprzedaży Krajowej, Grzegorz Suwała – Menedżer Sprzedaży B2B czy Grzegorz Lament, Dyrektor Sprzedaży Paged Trade, spółki dystrybucyjnej Paged Plywood.
Serdecznie zapraszamy do odwiedzenia stoiska Paged Plywood podczas Targów BUDMA.
Znajdziecie nas w hali 3A, stoisko nr 41.
Jeśli chcielibyście porozmawiać o szczegółach naszej oferty lub dowiedzieć się więcej o rozwiązaniach Paged dla branży budowlanej, na miejscu będą do Waszej dyspozycji między innymi:
• Marcin Garliński – Business Development Manager odpowiedzialny za rozwój i partnerstwa w sektorze budownictwa,
• Marzena Tyc-Paulin – Dyrektorka Sprzedaży Krajowej,
• Katarzyna Dzieweczyńska, Szefowa Dystrybucji Krajowej,
• Grzegorz Suwała – Szef Sprzedaży B2B,
• Grzegorz Lament – Dyrektor Sprzedaży w Paged Trade, spółce dystrybucyjnej Grupy Paged.
Zachęcamy do rozmowy – chętnie opowiemy, jak nasze rozwiązania mogą wesprzeć Wasze projekty.
Galeria
Tam, gdzie pasja spotyka inżynierię. Produkcja schodów w segmencie premium
Kurier Drzewny – w trasie!
Firma BIALIC POMAGALSKI, prowadzona przez Marcina Pomagalskiego, to przedsiębiorstwo, które udowadnia, że tradycyjne stolarstwo można z powodzeniem łączyć z najnowocześniejszymi technologiami, osiągając przy tym mistrzowski poziom jakości. Jak się przekonałem – spoiwem jest tutaj pasja, szeroka wiedza, kreatywność oraz pozytywne nastawienie Marcina.
Od wielu lat jestem fanem gitar i podziwiam ich brzmienie, ale także lutniczy kunszt z jakim zostały wykonane. Po prostu nie mogę przejść obojętnie obok pięknego instrumentu. Tak właśnie poznałem Marcina Pomagalskiego, który podczas targów branżowych na swoim stoisku zorganizował konkurs na najlepszą solówkę gitarową.
Choć od wielu lat produkuje wysokiej jakości schody, to jego pasją są też gitary. Jego osobista pasja do perfekcji wykracza poza branżę: konstruuje on instrumenty muzyczne, w tym gitary testowane przez Jurka Styczyńskiego z zespołu Dżem, a także ręcznie wykonane i indywidualnie strojone kolumny głośnikowe dla audio maniaków.
Przemyślana strategia nie boli
Minął jakiś czas i odwiedziliśmy firmę Marcina, która mieści się w Brzezińce Średzkiej k. Wrocławia. BIALIC POMAGALSKI obsługuje klientów indywidualnych z segmentu klasy premium (głównie z polecenia) oraz klientów strategicznych. Firma realizowała duże inwestycje w Polsce (Wroclavia, PKP, Renoma we Wrocławiu) oraz strategiczne projekty w Europie, takie jak HafenCity w Hamburgu. Właściciel podkreśla, że dzięki widocznej dbałości o jakość na każdym etapie – od selekcji surowca, poprzez klejenie klejem na bazie żywic palifatycznych, który zapobiega schodkowaniu, po końcowe lakierowanie – klienci są w stanie zapłacić więcej za produkt.
Podstawą produkcji w BIALIC POMAGALSKI są wyroby z drewna dębowego, które stanowią 90% ogółu produkcji. Marcin przykłada ogromną wagę do selekcji surowca, co świadczy o jego dogłębnej znajomości materiałoznawstwa. Firma kupuje mokre drewno dębowe, przetarte w tartaku, wyłącznie cięte zimą. Ten strategiczny wybór wynika z faktu, że w okresie zimowym mikropory w drewnie kurczą się, co sprawia, że pozyskane drewno jako materiał inżynierski jest dużo lepszy jakościowo.
Dzięki ścisłej współpracy ze sprawdzonym dostawcą, BIALIC POMAGALSKI otrzymuje materiał wstępnie wyselekcjonowany, gdzie w 80% jest to „jedynka”. Choć firma płaci za to nieco więcej, 80% kupionego materiału jest gotowe do użycia, co minimalizuje ilość odpadów. W pozostałych 10% produkcji dominuje jesion, wykorzystywany do elementów malowanych kryjąco, ponieważ jest tańszy i ma bardzo zbliżony moduł Younga do dębiny.
Jakość zaczyna się od suszenia
Kluczowym elementem w strategii jakościowej firmy BIALIC POMAGALSKI jest posiadanie własnej suszarni, w tym urządzenia marki Eberl. Proces suszenia drewna dębowego o grubości 50 mm w suszarni trwa od dwóch do trzech tygodni, czyli znacznie krócej niż w standardowych komorach.
Najważniejszą zaletą jest to, że dzięki technologii Eberl wilgotność jest dokładnie taka sama w całym przekroju materiału, co polepsza jego jakość i zapobiega stratom w barwie. Posiadanie własnej suszarni pozwala firmie na radzenie sobie z wyzwaniami rynkowymi, takimi jak brak materiału, ponieważ suszy we własnym zakresie. Firma stosuje również ryflowane podkładki między warstwami dębu, aby zapewnić przewiew wszędzie w paczce, minimalizując ryzyko odparzeń i śladów po podkładkach.
Inżynieria schodów dywanowych
Głównym produktem firmy są schody klasy premium, a zwłaszcza schody dywanowe samonośne, które, jak twierdzi Marcin, „przeczą wszelkim zasadom wytrzymałości”. Aby zapewnić bezpieczeństwo konstrukcji, w której brakuje wsparcia (np. ściany lub szkła), firma stosuje zaawansowaną klejonkę, klejąc elementy na przemian skośnie (przynajmniej pięć warstw), aby materiał miał taką samą wytrzymałość na ściskanie i rozciąganie w każdym kierunku.
W przypadkach, gdy konstrukcja jest pozbawiona podparcia bocznego, klejonkę dębową wzmacnia się w środku stalowym policzkiem zębatym. Marcin podchodzi do zagadnień konstrukcyjnych z inżynierską precyzją: wylicza strzałkę ugięcia (która może wynosić kilka lub kilkanaście milimetrów) i zleca cięcie policzka zębatego ze stali w formie wstępnie wygiętej, aby podczas montażu schody się wyprostowały. Takie podejście, wymagające szczegółowej wiedzy, sprawia, że konstrukcje są bezpieczne i stylistycznie wyjątkowe.
Park maszynowy na „piątkę”
Centra obróbcze umożliwiają w firmie osiąganie wysokiej precyzji oraz dużej szybkości realizacji. Podstawą parku maszynowego są tam maszyny firmy Felder, których wybór był wynikiem świadomej i przemyślanej decyzji. Jak podkreśla Marcin, urządzenia Feldera, a w szczególności duże centra CNC, takie jak modele profit H500 i H50 marki Format4, wyróżniają się masywnością konstrukcji oraz oszczędnością materiałową, co bezpośrednio przekłada się na efektywność pracy.
Zastosowanie maszyn Felder w firmie BIALIC POMAGALSKI przynosi szereg wymiernych korzyści. Dzięki lekkiej, a jednocześnie solidnej konstrukcji centrów CNC H500 i H50 możliwe jest znaczące ograniczenie czasów jałowych, co w praktyce skutkuje zwiększeniem ogólnej wydajności.
W porównaniu z rozwiązaniami innych producentów, prędkość pracy może być nawet o około 30 procent wyższa, co ma ogromne znaczenie przy realizacji większych i bardziej wymagających projektów.
Istotnym atutem parku maszynowego w firmie Marcina jest również posiadanie rzadko spotykanej szlifierki szerokotaśmowej marki Format4 pełniącej funkcję grubościówki o szerokości strugania wynoszącej 135 centymetrów. Tak duży zakres roboczy umożliwia obróbkę bardzo szerokich elementów, w tym między innymi blatów czy stołów o średnicy sięgającej 260 centymetrów, co znacząco poszerza możliwości produkcyjne zakładu.
Centra CNC wykorzystywane w BIALIC POMAGALSKI pracują w oparciu o starsze, lecz sprawdzone i niezawodne systemy sterowania. Interfejs WoodFlash oraz oprogramowanie obsługujące TPA CAD są rozwiązaniami doskonale znanymi Marcinowi już od początków wdrażania technologii CNC w Polsce. Ta ciągłość i znajomość systemu przekładają się na stabilność pracy, mniejszą podatność na błędy oraz większy komfort obsługi maszyn.
Dokładność oferowana przez maszyny Felder w pełni odpowiada wymaganiom produkcji schodów, gdzie kluczowe znaczenie ma nie tylko precyzja, ale przede wszystkim szybkość obróbki oraz wysoka prędkość przejazdów na biegach jałowych. W tym obszarze zastosowane rozwiązania zapewniają optymalny balans pomiędzy jakością wykonania a efektywnością czasową.
Nie bez znaczenia pozostaje również łatwość serwisowania urządzeń. Konstrukcja maszyn Felder jest prosta i przemyślana, co ułatwia ich eksploatację oraz ewentualne naprawy. Dodatkowym atutem jest bardzo sprawna reakcja serwisu producenta, który oferuje szybki dostęp do części zamiennych w cenach uznawanych za znośne i akceptowalne.
„Firma BIALIC POMAGALSKI udowadnia, że tradycyjne stolarstwo można z powodzeniem łączyć z najnowocześniejszymi technologiami, osiągając przy tym mistrzowski poziom jakości. Spoiwem tego podejścia są pasja, szeroka wiedza, kreatywność oraz konsekwentna dbałość o każdy detal – od selekcji surowca po gotowy produkt.”
Uzupełnieniem parku maszyn w przedsiębiorstwie są inne specjalistyczne urządzenia, w tym wielopółkowe prasy do klejenia w wersjach dwu- i trzypółkowych.
Istotną rolę odgrywa także niewielki trak służący do cięcia cienkich warstw drewna, czyli obłogów, które są niezbędne w procesie produkcji podłóg warstwowych wykonywanych na bazie wodoodpornej sklejki.
Oprogramowanie i precyzyjny pomiar
Oprócz WoodFlash’a i TPA CAD, firma używała także systemu Compass (Kompas), ale zrezygnowała z jego serwisowania i aktualizacji w latach 2019-2022 z powodu problemów technicznych, które przynosiły więcej kłopotów niż pomocy.
Do dokładnego pomiaru klatek schodowych u inwestorów używane są dalmierze laserowe z enkoderami. Urządzenia te mierzą punkty w przestrzeni 3D, co pozwala na bardzo dokładne zaprojektowanie schodów i minimalizowanie poprawek na budowie. W zakładzie stosowane są także lasery projekcyjne Laplaser, które służą do szybkiego pozycjonowania i mocowania przygotówki oraz przyssawek na maszynach CNC, co znacznie oszczędza czas.
Technologia i narzędzia dla precyzji
W dążeniu do skracania czasu produkcji i zapewnienia maksymalnej precyzji, firma w 90% wykorzystuje narzędzia marki Leitz (piły, frezy). Choć narzędzia te są droższe, w perspektywie czasu wychodzi to taniej, gdyż są bardziej trwałe, cichsze i lepiej odprowadzają wiór. Frezy i piły są ostrzone i serwisowane w oddziale Leitza w Opolu.
Ponadto, w lakierni, zapewniającej wykończenie premium, wykorzystywane są pompy Wagner. Pompy te multiplikują ciśnienie (nawet 40-krotnie), co powoduje, że rozpylana frakcja tworzy mgiełkę, a jakość naniesienia lakieru jest dużo lepsza od tradycyjnych pistoletów na sprężone powietrze.
Z mojej perspektywy wizyta w zakładzie BIALIC POMAGALSKI była niezwykle wartościowym i inspirującym doświadczeniem, pozwalającym z bliska zobaczyć, jak przemyślane decyzje technologiczne, konsekwencja w doborze parku maszynowego oraz wieloletnie doświadczenie przekładają się na realną jakość i efektywność produkcji. Otwartość Marcina Pomagalskiego na rozmowę, gotowość do dzielenia się wiedzą oraz praktyczne spojrzenie na wykorzystanie nowoczesnych, a jednocześnie sprawdzonych rozwiązań stanowią cenne źródło wiedzy dla całej branży. Serdecznie dziękujemy za możliwość odwiedzenia zakładu, poświęcony czas oraz podzielenie się doświadczeniem, które z pewnością będzie inspiracją i punktem odniesienia dla wielu czytelników.
Technika, technologie, nowości
Tydzień intensywnych obserwacji technologicznych EWD i kierunków rozwoju europejskiego przemysłu drzewnego
Branżowy wyjazd studyjny PIGPD
Polska Izba Gospodarcza Przemysłu Drzewnego zorganizowała kolejny wyjazd studyjny poświęcony praktycznemu poznaniu technologii, które obecnie wyznaczają standardy w europejskim tartacznictwie. Szczególne miejsce w programie zajęła niemiecka firma EWD, będąca jednym z najważniejszych producentów systemów trakowych i optymalizacyjnych. Cały tygodniowy program pozwolił uczestnikom obserwować rozwiązania technologiczne zarówno na etapie projektowania maszyn, jak i ich pracy w tartakach różnej wielkości oraz w zakładach produkujących elementy konstrukcyjne i panele CLT.
EWD jako punkt odniesienia
Pierwszy dzień rozpoczął się od wizyty w siedzibie EWD w Altötting. Uczestnicy mogli prześledzić proces tworzenia maszyn tartacznych w pełnym cyklu – od koncepcji projektowej, poprzez budowę komponentów, aż po testy technologiczne wykonywane przed finalnym montażem u klienta. Szczególnie widoczna była rola cyfryzacji, która uzupełnia dziś klasyczne podejście do obróbki drewna.
W rozmowach z technologami podkreślano rozwój systemów optymalizacji cięcia oraz funkcje predykcji serwisowej, które pozwalają na bieżące monitorowanie obciążeń i planowanie działań utrzymaniowych. Po części technicznej zaplanowano zwiedzanie Altötting, a wieczór zakończyła wspólna kolacja integracyjna.
Analiza organizacji pracy
Drugiego dnia uczestnicy odwiedzili tartaki Prehofer Holz i Holz Hahn, które od ponad wieku prowadzą działalność w oparciu o tradycję połączoną z nowoczesnymi inwestycjami. Oba zakłady, o stabilnym przerobie około 100 tysięcy metrów sześciennych rocznie, stanowiły doskonałą okazję do porównania teoretycznych założeń technologii EWD z ich rzeczywistym funkcjonowaniem.
Wizyty pozwoliły zobaczyć współpracę systemów skanujących z liniami sortującymi, sposób organizowania przepływu materiału oraz standardy bezpieczeństwa pracy, które stają się jednym z głównych kryteriów przy wyborze nowych maszyn. Przedsiębiorcy mogli obserwować, jak zaawansowana automatyka wpływa na ograniczenie przestojów, poprawę powtarzalności oraz minimalizację ryzyka dla operatorów.
Zakłady wyznaczające przyszłość
Trzeciego dnia wyjazdu program koncentrował się na miejscach, które w Europie uchodzą za wzorcowe pod względem innowacyjności i organizacji pracy. W Theurl Assling uczestnicy zobaczyli zakład o przerobie rzędu 550 tysięcy metrów sześciennych rocznie, w którym automatyzacja procesów i integracja danych produkcyjnych z logistyką są podstawą funkcjonowania. Skanery jakości pracujące w czasie rzeczywistym oraz systemy zarządzające przepływem surowca pokazywały, jak nowoczesne tartacznictwo radzi sobie z dużą zmiennością materiału.
Następnie grupa odwiedziła zakład Noritec Stall „CLT”, gdzie produkcja paneli cross laminated timber prezentowała pełny obraz technologii stosowanych w nowoczesnym budownictwie drewnianym. Uczestnicy mogli prześledzić cały proces – od przygotowania lameli po finalne formatowanie elementów. W rozmowach zwracano uwagę na znaczenie precyzyjnej tarcicy konstrukcyjnej dla jakości paneli CLT oraz na rosnący globalny popyt na tego typu rozwiązania.
„Wszyscy uczestnicy wyjazdu byli bardzo zadowoleni z udziału wyjeździe studyjnym, który okazał się nie tylko inspirujący, ale także doskonały pod względem integracyjnym.”
Automatyzacja i nowa koncepcja produkcji
Czwarty dzień poświęcono firmie Springer, która od lat specjalizuje się w złożonych systemach automatyzacji linii tartacznych. Największe zainteresowanie wzbudziła prezentacja koncepcji Sawbox – kompaktowego modułu tnącego dedykowanego zakładom o średniej wydajności, które chcą modernizować produkcję bez konieczności rozbudowy całych hal.
Przedsiębiorcy mieli okazję porównać tę koncepcję z klasycznymi rozwiązaniami trakowymi stosowanymi przez EWD i ocenić różnice w podejściu technologicznym. Po części merytorycznej uczestnicy przenieśli się do Wiednia, gdzie wieczór spędzono w otoczeniu świątecznej atmosfery miasta, a nocleg zaplanowano w drewnianym hotelu HoHo, będącym przykładem możliwości współczesnego budownictwa drewnianego.
Rozmowy z Austriacką Izbą Drzewną
Ostatni dzień wyjazdu rozpoczął się wizytą w Kirnbauer Holz – zakładzie, który łączy wielopokoleniowe doświadczenie z konsekwentną modernizacją parku maszynowego. Uczestnicy mogli zapoznać się z organizacją produkcji tarcicy i drewna konstrukcyjnego, a także z podejściem zakładu do wykorzystania zróżnicowanego jakościowo surowca.
Najważniejszym elementem tego dnia okazało się spotkanie z Dieterem Lechnerem z Austriackiej Izby Drzewnej. Rozmowy dotyczyły bieżącej sytuacji branży w Polsce i Austrii, europejskich regulacji dotyczących sektora leśno-drzewnego – w tym EUDR – oraz współpracy instytucjonalnej w ramach Deklaracji Praskiej. Wymiana doświadczeń pokazała, że kluczowe wyzwania dotyczą dziś nie tylko technologii, lecz również ram prawnych i strategicznego podejścia do surowca.
Europejskie inspiracje i wnioski
Całość wyjazdu studyjnego potwierdziła, jak ważną rolę pełni regularne konfrontowanie wiedzy z praktyką europejskich liderów. Uczestnicy otrzymali możliwość obserwacji pełnego spektrum technologii – od projektowania maszyn EWD, przez pracę tartaków średniej i dużej skali, aż po zaawansowaną produkcję CLT.
Wyjazd przyniósł liczne obserwacje dotyczące organizacji zakładów, planowania inwestycji, automatyzacji procesów i możliwości zwiększania efektywności. Utwierdził także przedsiębiorców w przekonaniu, że działania PIGPD to nie tylko reprezentowanie branży, lecz także aktywne tworzenie przestrzeni dla jej rozwoju poprzez dostęp do wiedzy, wymianę doświadczeń oraz kontakt z najlepszymi praktykami europejskimi.

